Металлическая кровля обеспечивает прочность, устойчивость к атмосферным воздействиям и долгий срок службы зданий. Технология рулонного формования позволяет экономически эффективно и с высокой скоростью производить прочные профили металлических кровельных листов путем непрерывного сгибания рулонов через последовательные роликовые штампы.
Цель данного руководства - предоставить исчерпывающие технические знания о рулонные машины для формирования металлических кровельных листов чтобы помочь владельцам бизнеса выбрать оптимальные решения, соответствующие их производственным потребностям и бюджету.
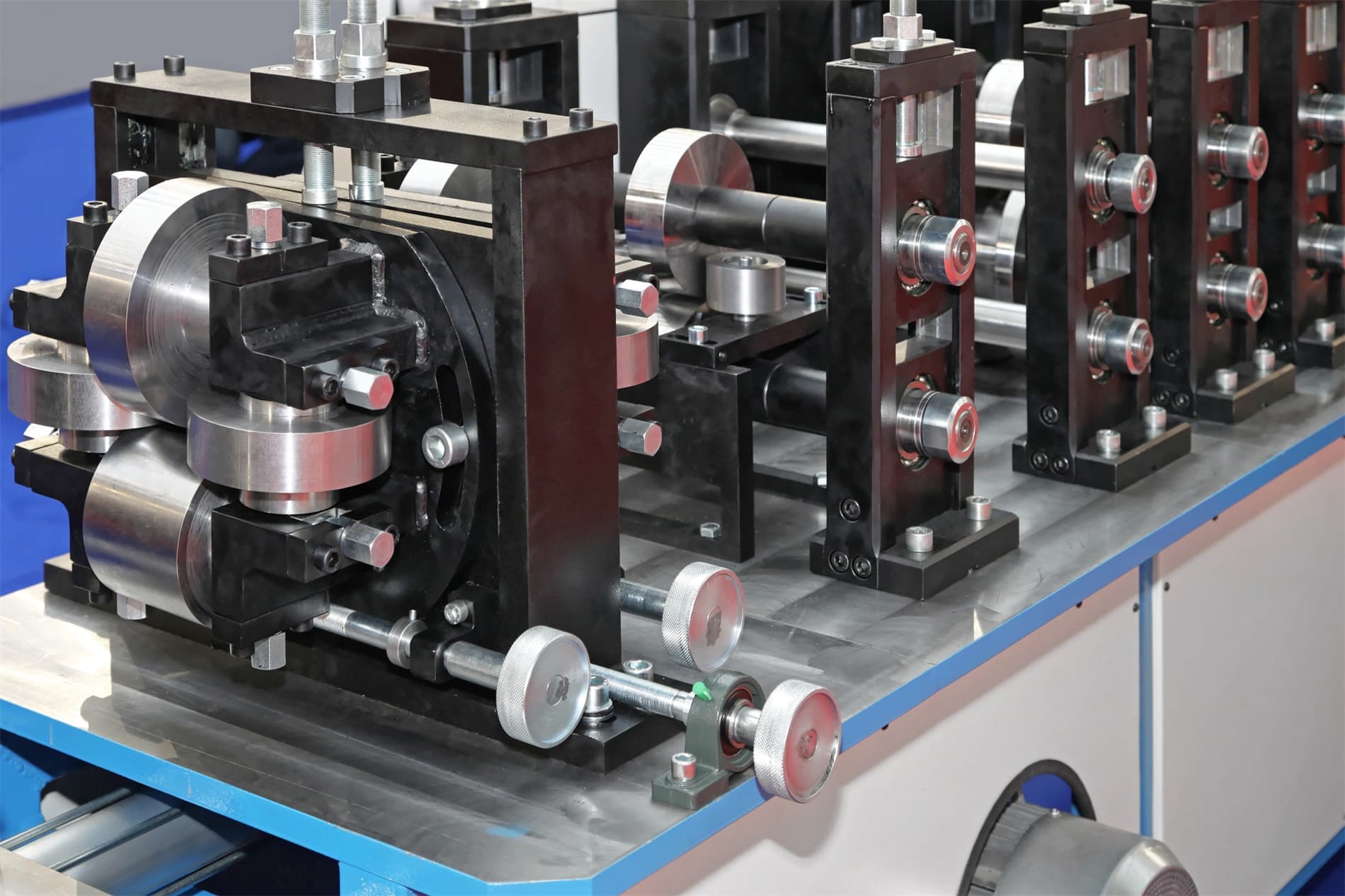
Обзор машины для формовки рулонных металлических кровельных листов
Рулонные машины формируют рулоны металла в различные конструкционные профили с нестандартным поперечным сечением с помощью серии роликовых станций, выполняющих постепенные изгибы.
Основные характеристики рулонных машин для производства металлических кровельных листов:
- Сырье: Окрашенная сталь, алюминий, цинковые сплавы
- Толщина листа: от 0,3 мм до 1,2 мм
- Кровельные профили: Гофрированные, коробчатые, черепичные профили
- Скорость производства: 10 - 100 метров в минуту
- Передовые системы управления ПЛК
- Высокая точность формовки
Рулонная металлическая кровля сочетает в себе эстетичность, легкость и коррозионную стойкость, заменяя такие традиционные материалы, как асбест, бетон или глиняная черепица. Неизменное качество и своевременные поставки делают ее идеальной для современного строительства.

Типы машин для формовки металлических кровельных листов
| Тип машины | Описание |
|---|---|
| Вальцовочный станок с ЧПУ | Точная гибка с помощью программных моделей |
| Автоматическая линия отсечки | Интегрированное сквозное подразделение |
| Поточная перфорация | Создание отверстий или тиснение |
| Профилегибочный станок | Для специализированных форм кровли |
| Линия порошковой окраски | Очищает и окрашивает простыни |
| Линия укладки/обвязки | Автоматизирует задачи по упаковке |
Дополнительные возможности:
- Печать
- Двухслойные линии
- Системы визуального контроля
- Ленточные аккумуляторы
Принцип работы рулонной штамповки металлических кровельных листов
The принцип работы предполагает постепенное сгибание рулонов металла в кровельные профили с помощью роликовых станций.
Шаги:
- Механизм разматывателя разматывает рулон металла
- Столы для подачи листов выпрямляют и направляют полосы
- Формовочные головки сгибают полосу, обкатывая ее на контурных роликах
- Разделите ножницами продольные секции
- Выдвижные столы помогают при выполнении последующих процессов
Легкая взаимозаменяемость формующих головок позволяет быстро менять изготавливаемые профили путем замены компонентов оснастки.
Современное управление с помощью ПЛК в сочетании с прецизионно отформованными роликами обеспечивает постоянство и высокие допуски при высокоскоростном массовом производстве.
Технологический процесс формовки металлических кровельных листов
Общий технологический процесс включает в себя:
1. Выбор металлической катушки
- Алюминий, сталь с покрытием и т.д.
- Ширина ~800-1250 мм
- Толщина ~0,5 мм
- Покрытие - цинк, краски и т.д.
2. Разбавление и подача
- Обеспечение правильного ведения полосы
3. Формование рулонов
- Через серию роликовых станций
- Мониторинг с помощью датчиков
4. Обрезка и штамповка (необязательно)
- Обрезка листов по длине
- Штамповка логотипов, узоров
5. Нисходящие процессы (необязательно)
- Печать
- Порошковое покрытие
- Проверка зрения
- Упаковка
Соблюдение стандартных протоколов на каждом этапе обеспечивает высокое качество готовых металлических кровельных листов.









Проектные решения для линий по формовке рулонных листов металлической кровли
Оптимизация конструкции валковой машины имеет огромное значение для эффективного функционирования. Основные аспекты:
Выбор листового материала
Распространенные типы металлов:
- Низкоуглеродистая сталь - экономически эффективная
- Алюминий - легкий, устойчивый к коррозии
- Оцинкованная сталь - умеренная защита от коррозии
- Предварительно окрашенная сталь - высокая прочность и эстетичность
Необходимая ширина, толщина, покрытие зависят от области применения.
Выбор кровельного профиля
Популярные кровельные профили производятся:
- Гофрированные листы
- Ребристая коробка
- Узоры на плитке
- Трапециевидное ребро
- Индивидуальная обжимка
Более сложные формы требуют дополнительных станций оснастки.
Скорость производства
Повышение скорости за счет более широких катушек или более быстрых циклов увеличивает производительность:
- Легкая работа: До 30 метров в минуту
- Стандартная обязанность: 30-60 метров в минуту
- Тяжелые условия эксплуатации: Более 60 метров в минуту
Конструкция роликов и отсекателей
- Материалы роликов, устойчивые к деформации
- Закаленные отрезные ножи для точности
- Встроенные модули перфорации
Дополнительные модули
- Печать
- Порошковое покрытие
- Упаковочное оборудование
Основные компоненты машин для формовки металлических кровельных листов
| Компонент | Назначение |
|---|---|
| Разматыватель | Плавная фиксация катушки |
| Питатель | Обеспечивает надлежащий поток ленты |
| Формовочные узлы | Формование листов в профили |
| Роликовые станции | Компоненты оснастки для домов |
| Срезной сдвиг | Обрезка листов по длине |
| Контроллер ПЛК | Контроль и точность |
| Датчики | Сигналы обратной связи |
| Столы для выхода | Поддержка готовых листов |
Соображения по покупке оборудования для формовки рулонных листов металлической кровли
Ключевые аспекты при выборе металлический кровельный лист рулонный формовочный станок:
| Параметр | Руководство |
|---|---|
| Скорость производства | Для удовлетворения рыночного спроса |
| Необходимые типы профилей | Гофрированные, ребристые и т.д. |
| Ширина сырьевого материала | Для высокой производительности |
| Инструментальные станции | Больше для сложных листов |
| Сложность управления | Обратная связь с датчиком для точности |
| Дополнительные модули | Печать, укладка и т.д. |
| Сервисная поддержка | Установка, обслуживание и т.д. |
| Площадь основания машины | Требования к площади помещения |
| Сертификаты | Маркировка ISO, CE |
Запросите котировки у разных производителей оборудования, чтобы найти оптимальное соотношение цены и качества и стабильности производства.
Установка оборудования для формовки металлических кровельных листов
Правильное позиционирование и сборка машины обеспечивают бесперебойную работу.
Ключевые шаги:
- Подготовьте плоское, ровное основание
- Безопасная разгрузка компонентов
- Проверьте электрические соединения
- Размещение деталей в соответствии с чертежами
- Правильно закрепите машину
- Направление движения в тестовом режиме
- Установите рабочие параметры
- Сначала попробуйте с низкой скоростью.
Привлечение поставщиков для руководства пусконаладочными работами и обучения рабочих снижает риски безопасности и эксплуатационные проблемы. Строго следуйте инструкциям.
Эксплуатация машин для формовки металлических кровельных листов
Соблюдение стандартных протоколов во время работы оптимизирует производительность и минимизирует отклонения.
Рекомендации по безопасности
- Допускайте к работе только сертифицированных работников
- Не допускайте воздействия на зазоры между валиками
- Используйте надлежащее ограждение машин
- Обязательные перчатки, обувь, очки
Производственный процесс
1. Загрузка материала
- Установите соответствующие катушки на разматыватель
- Проденьте конец через компоненты
2. Настройка параметров
- Ввод размеров изделия на HMI
- Настройка скоростей, допусков
3. Пробные заезды
- Сначала медленно.
- Подтверждение обратной связи с датчиками
4. Производство
- Бег в заданном темпе
- Мониторинг отклонений в технологическом процессе
- Проведение тестирования качества
Четко документируйте все процедуры, чтобы оператору было удобно обращаться к ним для поддержания последовательности.
Техническое обслуживание машин для формовки металлических кровельных листов
Профилактическое обслуживание позволяет поддерживать производительность, минимизировать потери от незапланированных простоев.
| Деятельность | Метод | Частота |
|---|---|---|
| Проверка декойлера | Проверьте износ, повреждения | Ежемесячно |
| Затяжка крепежа | Используйте динамометрические ключи | Ежеквартально |
| Тестирование датчиков | Сравните значения с заданными значениями | Ежемесячно |
| Проверка гидравлики | Проверьте герметичность, давление | Ежемесячно |
| Электробезопасность | Испытание изоляции | Ежеквартально |
| Смазка | Заправка трансмиссионных масел и масел для направляющих | Ежеквартально |
| Калибровка | Сбросьте контрольные показатели, допуски | Ежегодно |
| Заточка лезвий | Восстановить состояние края среза | По мере необходимости |
Правильное планирование этих работ во время плановых остановок оптимизирует производственные процессы.
Выбор металлической крыши лист рулонной формовочной машины производителей
Рекомендации по выбору надежных поставщиков оборудования:
| Рассмотрение | Описание |
|---|---|
| Ассортимент продукции | Возможность изготовления различных форм профиля |
| Качество машины | Долговечность, точность |
| Опыт проектирования | Умение переводить потребности в решения |
| Производственные весы | Способность выполнять взятые на себя обязательства |
| Настройка решения | Для специальных требований |
| Послепродажное обслуживание | Установка, обслуживание и т.д. |
| Ценообразование и прозрачность | Конкурентоспособные цены, четкость |
| Сертификаты качества | Соответствие стандартам ISO и т.д. |
Поговорите с коллегами по отрасли и оцените варианты, исходя из прогнозов роста бизнеса.
Плюсы и минусы машин для формовки рулонных листов металлической кровли
Преимущества:
- Высокая производительность при постоянстве
- Идеально подходит для длительного производства
- Автоматизированный контроль точности
- Необходима ограниченная рабочая сила
- Более низкая стоимость по сравнению с альтернативными методами
- Возможность создания пользовательских профилей
Ограничения:
- Высокие начальные капитальные вложения
- Необходим квалифицированный персонал для эксплуатации и технического обслуживания
- Послепродажное обслуживание зависит от близости к поставщику
При правильном проектировании и эксплуатации рулонные линии обеспечивают отличную производительность и экономию при масштабировании для производителей металлической кровли.
Анализ затрат на оборудование для формовки рулонных металлических кровельных листов
| Рейтинг машин | Диапазон цен |
|---|---|
| Легкая линия | $35000 - $55000 |
| Стандартная рабочая линия | $55000 - $95000 |
| Сверхмощная линия | $95000 - $225000 |
| Модули вторичной обработки | ~$5000 за станцию |
Влияющие факторы:
- Номинальная скорость производства
- Тип изготовленных профилей
- Уровень автоматизации
- Дополнительные возможности
- Стоимость бренда производителя
Более высокие инвестиции обычно оправдываются за счет экономии эксплуатационных расходов с течением времени.
Применение машин для формовки металлических кровельных листов
Отрасли, в которых используются рулонные кровельные листы:
По секторам
- Жилье
- Коммерческие здания
- Гостеприимство
- Здравоохранение
- Инфраструктура
По расположению
- Крыши
- Облицовка стен
- Конструктивные секции
- Декоративный фриз
- Перголы
По материалу
- Предварительно окрашенная сталь
- Алюминий
- Медь
- Цинковые и титановые сплавы
Пригодность к агрессивным средам, долговечность, эстетичность и изоляционные свойства делают такие листы идеальными для современных нужд.

Вывод
Линии рулонной штамповки металлических кровельных листов обеспечивают эффективное автоматизированное производство прочных и легких профилей для облицовки, кровли, сайдинга и структурных секций жилых и коммерческих зданий.
При соответствующем проектировании с учетом объема производства, скорости линии, типа/сложности профиля и потребностей во вторичной обработке они неизменно производят высококачественные металлические кровельные компоненты, соответствующие требованиям строительного сектора.
Тщательный подбор оборудования, а также стандартизированная установка, эксплуатация и техническое обслуживание приводят к хорошей окупаемости инвестиций за счет снижения количества брака, энергоэффективности и стабильного качества продукции.
Партнерство с экспертами-производителями оборудования для формовки валков помогает воплотить функциональные потребности в индивидуальные решения, повышающие производительность и конкурентоспособность за счет инноваций в производстве.
Часто задаваемые вопросы
Вопрос: Какие свойства металла идеально подходят для рулонной штамповки кровельных листов?
A: Пластичность для интенсивного изгиба, умеренная прочность и твердость для сохранения формы, коррозионная стойкость для атмосферостойкости, свариваемость для последующих операций и покрытие для повышения долговечности.
Вопрос: Какие операции после формовки помогают повысить долговечность кровельных листов?
О: Предварительная покраска, металлические/органические покрытия, обработка против отпечатков пальцев, тиснение эстетических узоров, нанесение защитной пленки, обжим и гофрирование помогают улучшить внешний вид и одновременно противостоять атмосферным воздействиям.
В: Какой регулярный уход помогает сохранить качество рулонной кровли?
О: Такие действия, как очистка станка, натяжение ремня, смазка, визуальный осмотр, калибровка датчиков, заточка ножниц и т. д., являются жизненно важными для бесперебойного высокоскоростного производства без колебаний качества.
В: Чем рулонная кровля отличается от других методов производства металлических кровель?
О: Она позволяет избежать ограничений по универсальности при литье и ограничений по размеру деталей при штамповке. В отличие от экструзии пластика, она обеспечивает более высокую прочность. Кроме того, рулонная штамповка позволяет снизить затраты по сравнению с альтернативными методами, такими как механическая обработка или лазерная резка.
В: Можно ли интегрировать солнечные батареи в рулонные кровельные металлические листы?
О: Да, фотоэлектрические пленки и проводка могут быть встроены между слоями подложки с помощью дополнительных элементов вторичной обработки для производства интегрированной металлической кровли из солнечных панелей по требованию.
В: Как еще можно улучшить характеристики металлической крыши с помощью покрытий?
О: Методы термического напыления позволяют встраивать керамические гранулы в кровельные покрытия для улучшения отражения солнечных лучей, а также антикоррозийных и механических свойств.
Вопрос: Какие стандарты испытаний используются для оценки качества металлических кровельных листов?
О: Такие параметры, как испытание на изгиб, коррозионные испытания в камерах с соляным туманом, ускоренное старение по погодному метру, адгезия крест-накрест, сопротивление проколу, испытание мелом и т.д. в соответствии со спецификациями ASTM обеспечивают долговечность.
Вопрос: Как оптимизировать длину резки после прокатки для получения наименьшего количества брака?
О: Методы отрицательного брака динамически регулируют темп производства, чтобы свести к минимуму конечные остатки. В методах позитивного брака используется визуальный контроль и принудительные задержки для синхронизации отсечения.